WikiHouse
The distributed approach
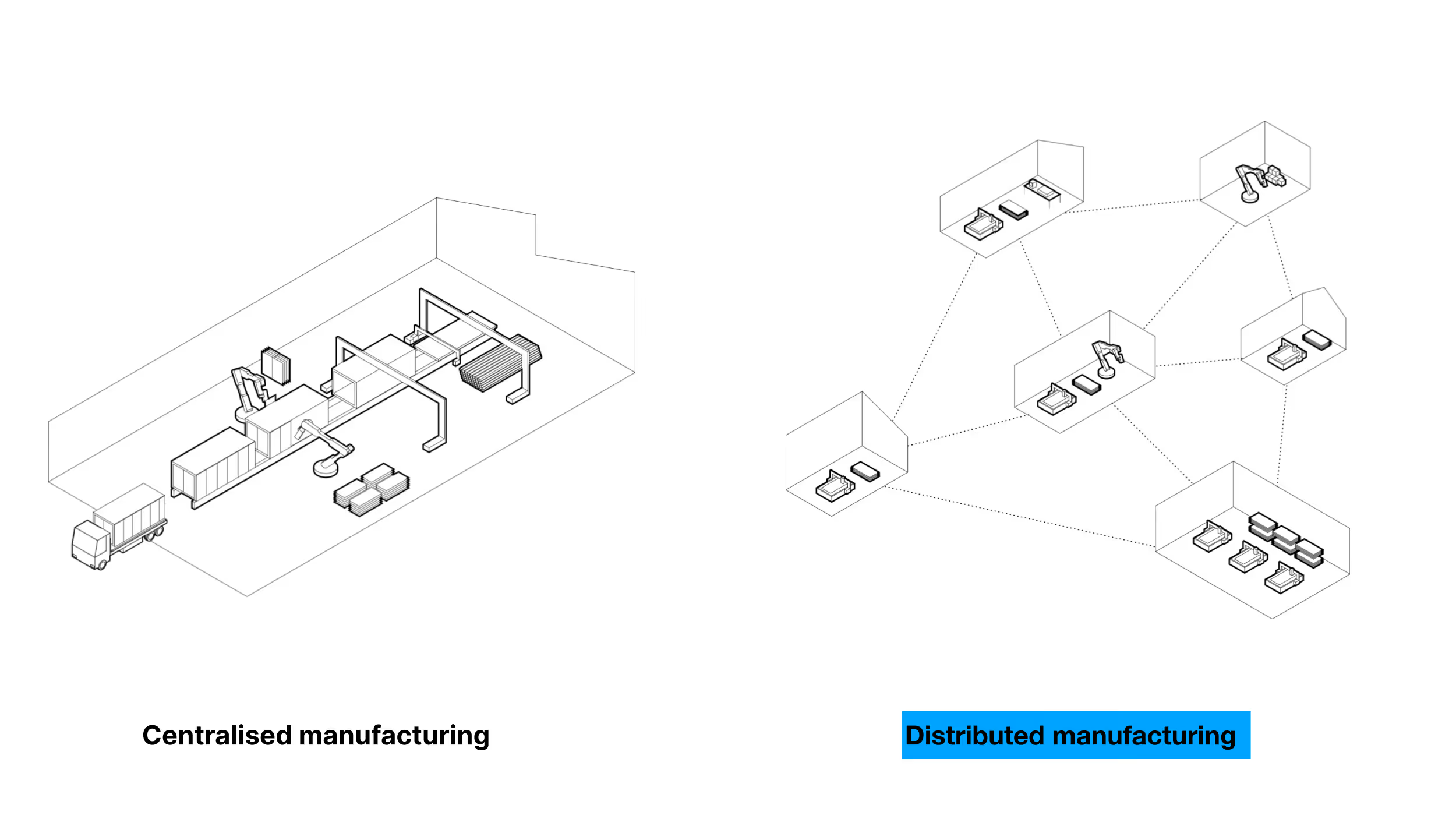
So far, most investment in construction innovation has been in large-scale offsite manufacturing of proprietary products; typically involving factories with a setup cost of £15-50m. These are efficient, but have limitations. They tend to be inflexible, so cannot quickly respond to sudden falls or rises in demand. The products tend to be one-size-fits-all, harder to adapt to small sites. Most importantly, since large factories need to guarantee demand, they tend to form partnerships with large developers, so small players cannot access them.
As a result, uptake of MMC has been significantly slower among SMEs, who, being unable to invest in innovation themselves, still defer to ‘known’ traditional methods such as brick and block. This is a serious problem, since SMEs make up 75% of the UK construction sector, providing over 1 million jobs. They also service the hundreds of thousands of small projects that make up a huge, hidden construction economy.
We cannot transform construction without also transforming the ‘long tail’ of SMEs. When we look at how digitisation has transformed other sectors, often the most powerful disruptions have come not from the computerisation of centralised, models of production, but distributed networks of small, local producers, connected by the web. Think: Ebay, Wikipedia, AirBnB.
The equivalent in manufacturing might be called Design for Distributed Manufacturing and Assembly (DfDMA), where a network of small, flexible microfactories, using digital fabrication tools (and with setup costs as low as £50-100k) can collectively provide a significant production capacity.
A micro-factory capable of fabricating WikiHouse components can be set up for a fraction of the cost of a traditional modular prefabrication facility, ready to manufacture precision, high-performance buildings.
Become a WikiHouse Manufacturer
We have a growing, distributed network of manufacturers ready to CNC machine and assemble WikiHouse Skylark blocks on-demand, then to organise the delivery of those blocks to site. A WikiHouse Manufacturer is expected to follow the specific WikiHouse factory, production, and quality requirements set out in this guide.
Currently, if you're a CNC fabricator you can register your interest in becoming a WikiHouse Manufacturer.
Factory setup
In theory, WikiHouse parts can be manufactured anywhere you can fit a 4'x8' CNC router – even in a garage. However, to manufacture a whole house (or more) you will need a larger workshop or micro–factory, including an assembly area and adequate storage areas.
Working with some of our lead manufacturing partners, we have created a working template spreadsheet for helping you work out the likely costs and financial viability of setting up and running a WikiHouse microfactory. Please note that it is a work in progress, and may include errors or omissions. As always, use it at your own risk.
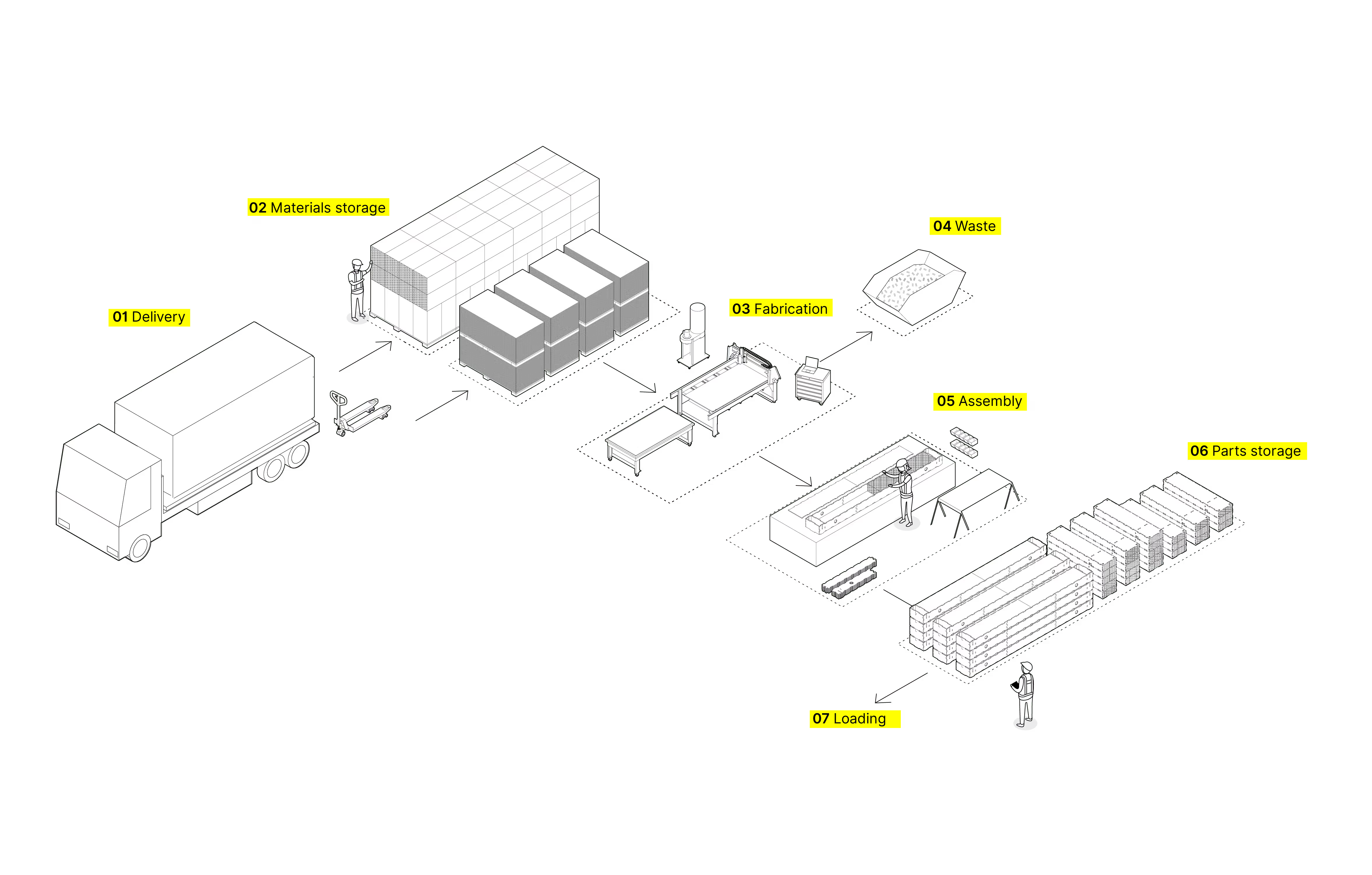
General space requirements
Besides a CNC machine, the main requirement for any WikiHouse microfactory is floor space. A manufacturing facility can be set up in any dry, secure environment such as a large shed, barn, warehouse, or utilise existing factory space. We recommend the internal area should be at least 50m2.
Your facility will require a suitably heavy-duty floor to support the weight of machinery and materials and a reasonable level of vehicle access (ideally suitable for vans and lorries) – at a minimum a doorway capable of delivering a pallet of material in.
How you choose to arrange your (micro)factory floor will depend largely on your space constraints and may vary depending on what other fabrication services you provide. However there are some minimum requirements for WikiHouse production space to make it feasible to manufacture and store components for at least one small house at a time.
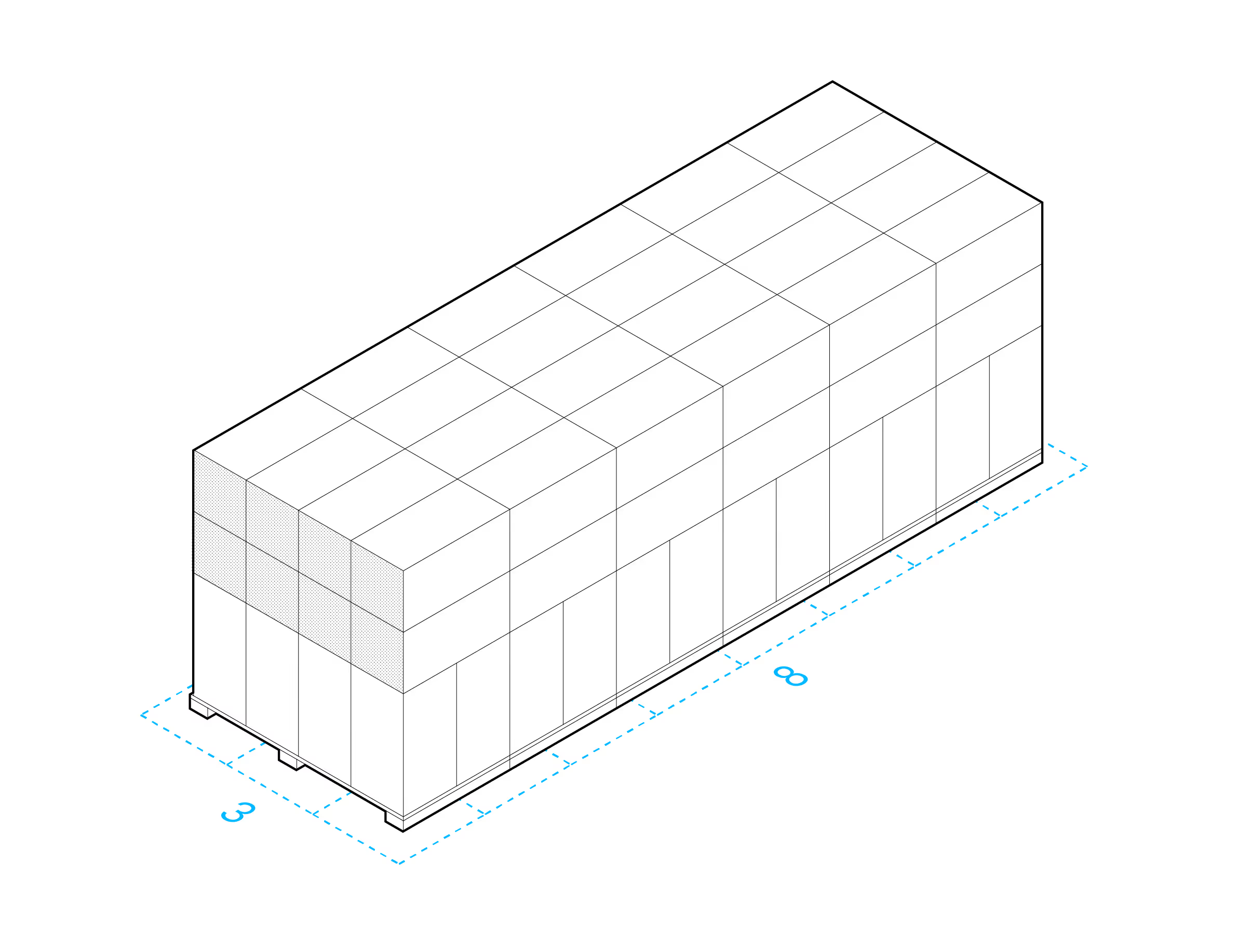
Materials area +20m2
You will need a storage area for raw materials, mainly pallets of 1220x2440mm sheets of plywood/OSB, which should be located as close to a vehicle loading bay as possible. A good idea is to position this racking area along a blank wall near the roller door for easy unloading using a pallet-jack or forklift. Sheet material should be stored flat in a dry area out of direct sunlight and away from direct sources of heat and moisture as this may cause the plywood to expand, shrink or warp.

Additionally you’ll need to provide storage for rolled insulation to be able to fill the sub-assemblies as you go. While lightweight insulation packs can be stored high on shelving or stacks, the ideal would be to have about 20m2 of floor area (can be external if necessary) to accommodate 6x double-pallets of soft insulation rolls (equivalent of 600m2), which will insulate a ‘typical’ two-bed two-storey WikiHouse.
Fabrication area 25-35m2 per CNC
The key piece of equipment for manufacturing WikiHouse blocks is a CNC machine, and this should be central to any microfactory operation. The fabrication area needs to accommodate at least one CNC with a full-size bed and plenty of space around it for loading material and unloading cut parts, maintenance and tool-changing, and a computer or laptop station to control the CAM programming.
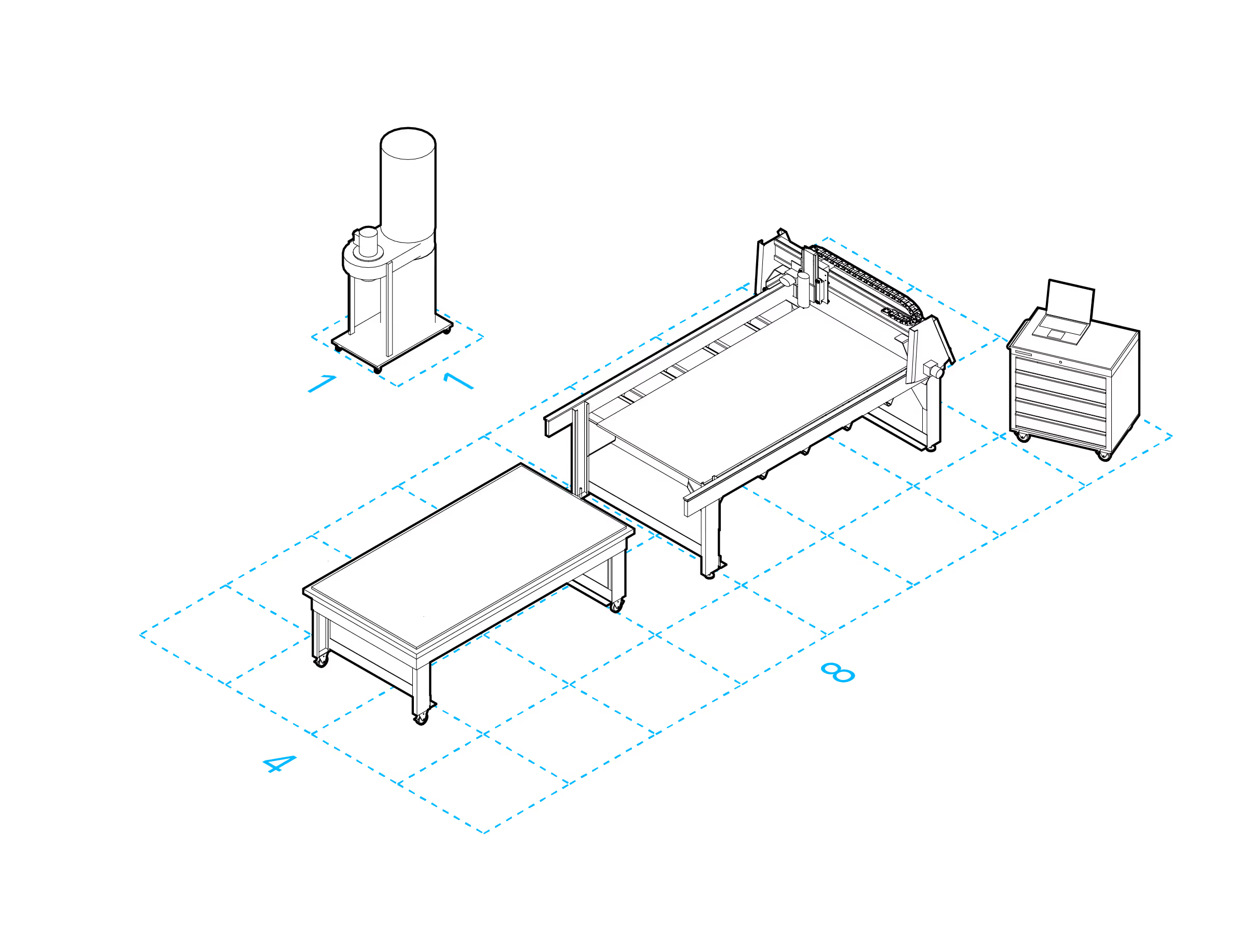
The minimum CNC machine bed size must fit a 1220x2440mm (8ft x 4ft) sheet, so allow around 25m2 of floor area for a machine of this size including some surrounding access area, as this will be a busy space. A larger bed machine or one with an auto-feeder for sheet material will need an additional 5-10m2. For efficient off-loading of cut sheets it’s handy to have enough room at one end of the CNC machine for a mobile table (at the same height as the CNC bed). This gives you a good work-surface for using a hand-held router to remove any holding tabs or off-cuts from the freshly-machined sheet
Even for a standard size CNC it’s best to set aside at least 35m2 as the fabrication area. If you are looking to run multiple CNC routers at the same facility you can just multiply the required floor area accordingly.
Within this you will also need 1m of floor space for industrial cyclone dust filters, which are typically free-standing but connected to extraction ducting that runs above the CNC and a flexible pipe that is fitted to the CNC gantry. Because of dust and noise produced it may even be preferable to partition the fabrication area from the rest of the workshop so it can be closed off during machining, and only accessible to trained personnel.
Assembly area +40m2
WikiHouse supply chains work best when components can be pre-assembled offsite before being delivered to site for the main build. As a manufacturer, if you are also putting together sub-assemblies as they come off the machine, you will need an assembly area to do this with a flat, solid, long workbench area or floor. The assembly area (and subsequent outgoing storage area) needed for WikiHouse components is likely larger than other CNC fabricated products such as furniture and joinery, and could use an adjoining space or separate building to the fabrication area.
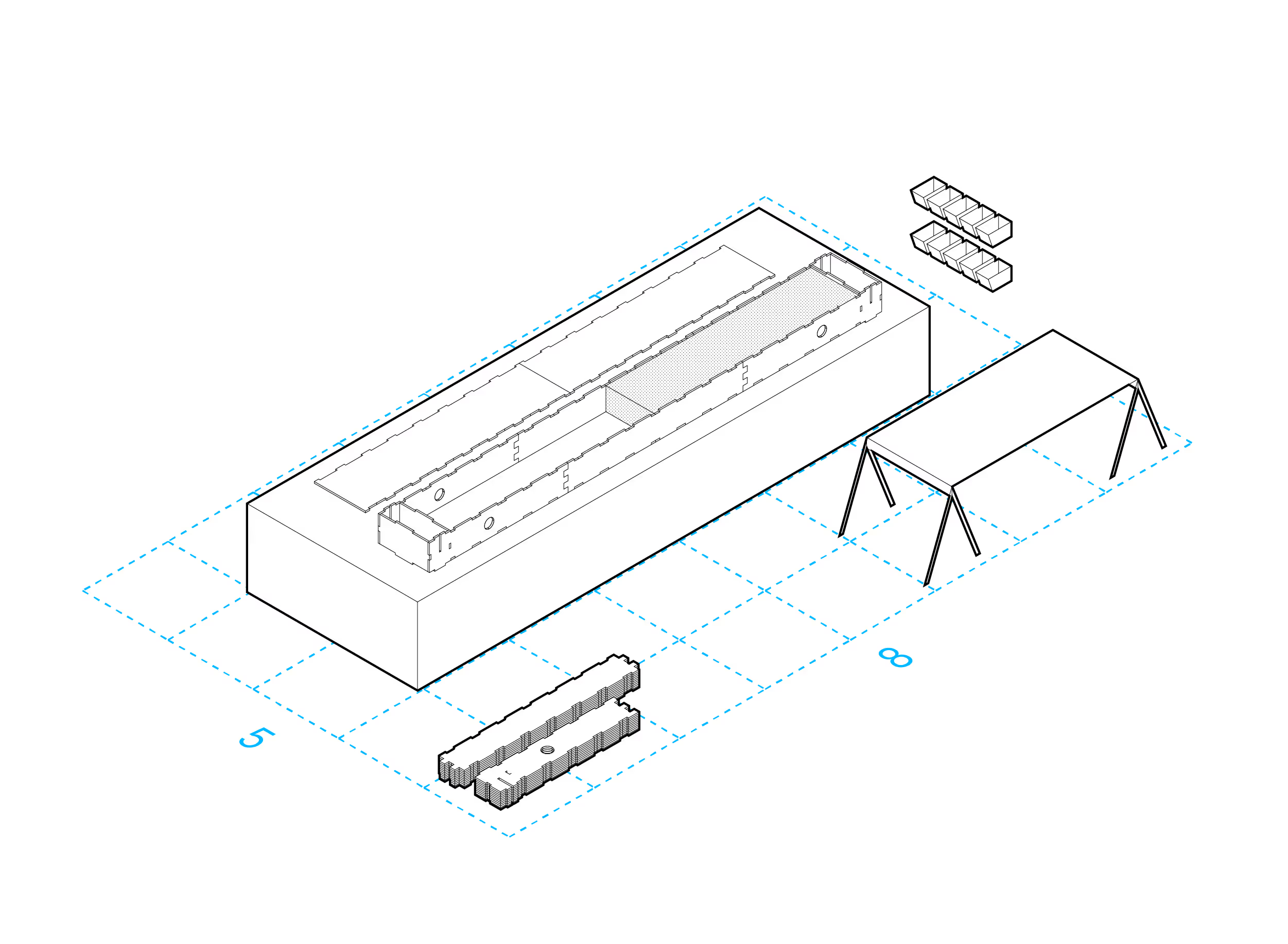
Essentially you will need an area to stack cut parts coming off the CNC space that is long enough to assemble at least one 6m by 0.6m beam or cassette, with plenty of room for two or more people to move around safely and lay parts out. Within or near to the assembly area you will also need a tool station, work table, and storage for fixings. Overall we recommend a minimum floor area of 40m2 should be set aside for assembly.
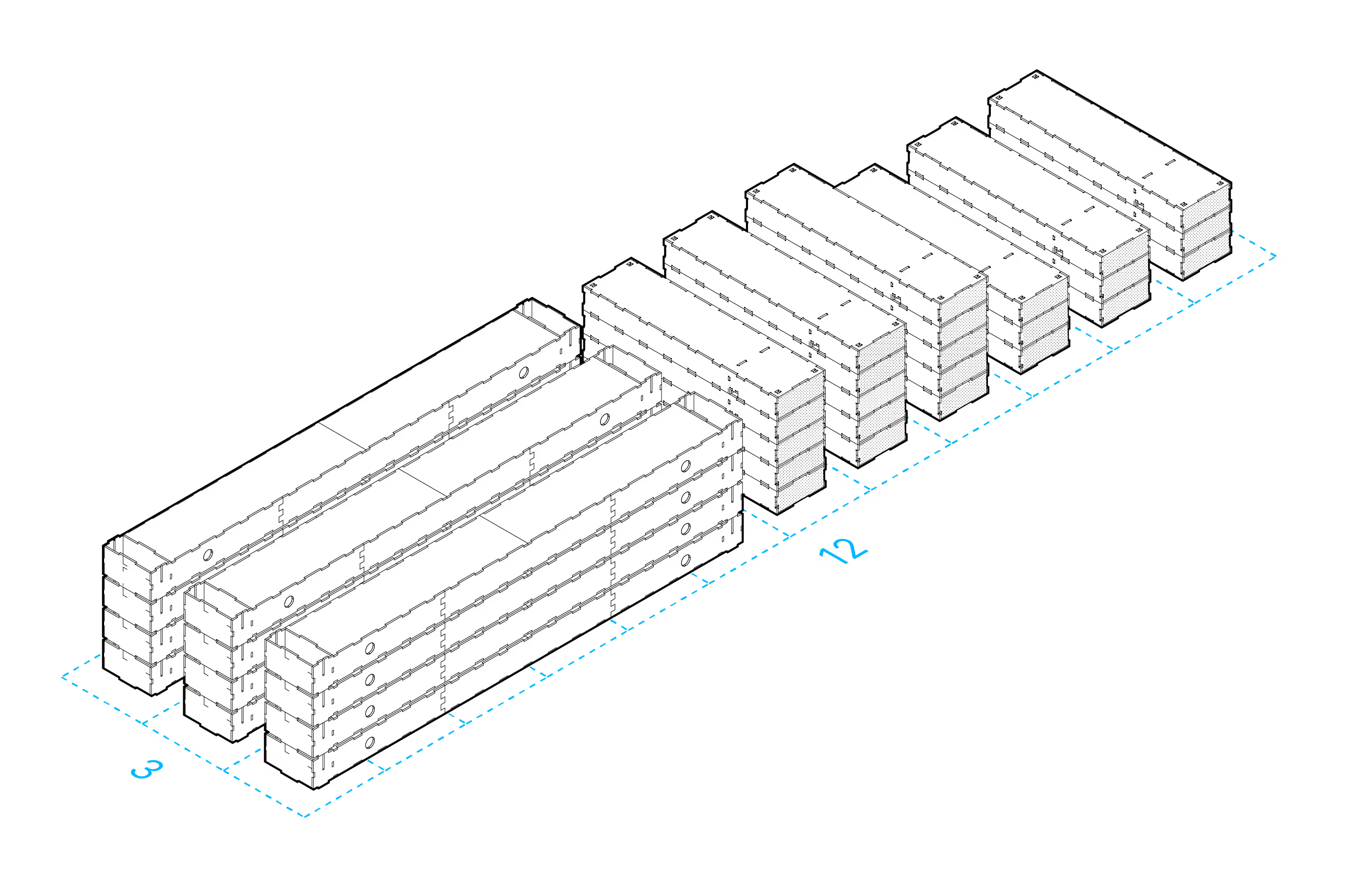
Storage area +30m2
Once WikiHouse blocks such as floor beams and wall cassettes have been assembled they will need to be stacked ready for transport to site by lorry. With WikiHouse Skylark these range between 3m and 6m lengths, and as a general rule you will need the equivalent storage volume of a 40ft ISO container per storey of a typical WikiHouse. The storage area can be external to the microfactory but it should at least be covered by a roof and be secure from unwanted access or damage. Parts that haven’t been pre-assembled can be stored flat-pack and pallet wrapped for delivery by transit van.
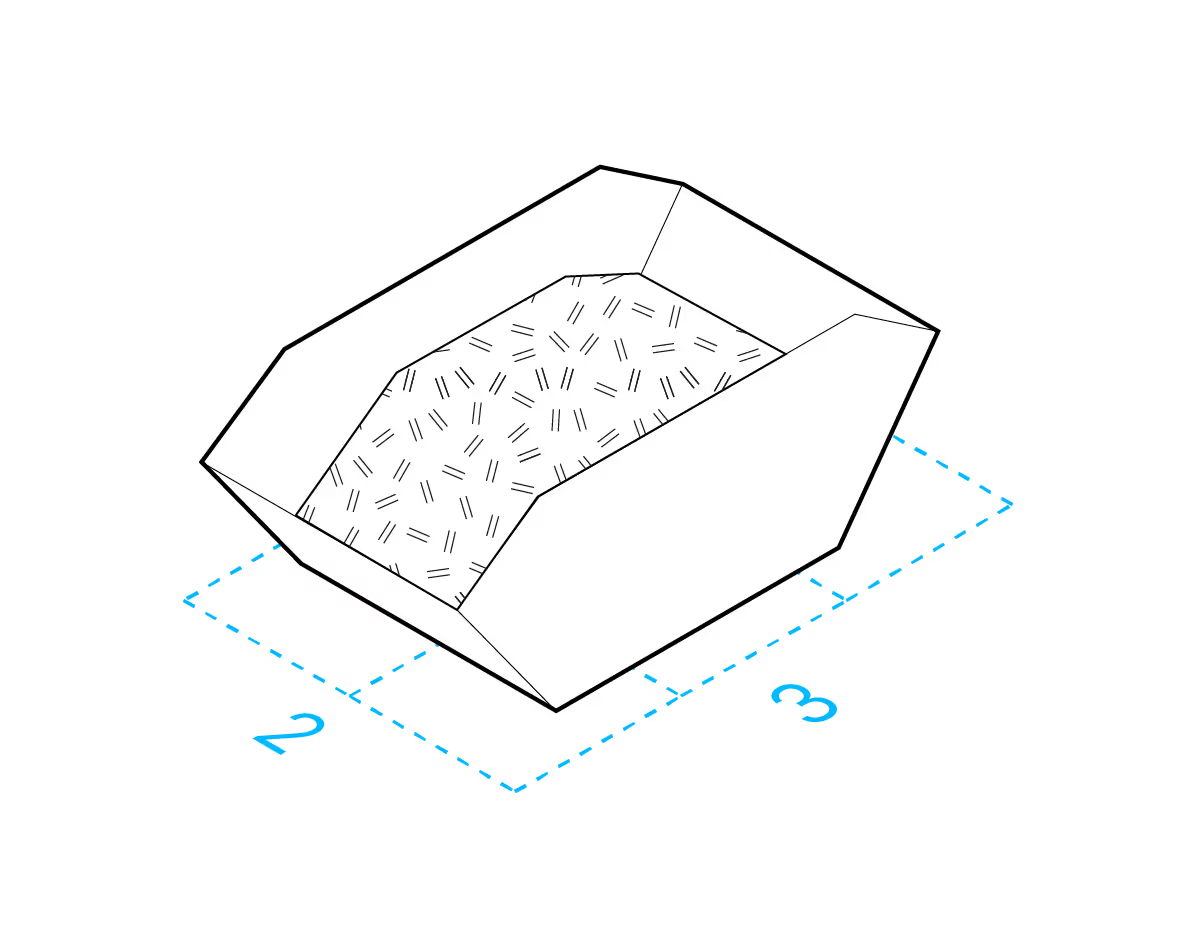
Waste disposal +5m2
Even the most efficiently nested manufacturing files produce wood waste during machining. Some of this is in the form of sawdust, which can be composted, and the rest are small timber offcuts. Sometimes these offcuts can be used to produce pegs or be reused in other products within the workshop, but the volume of offcuts (between 0.5-1 tonne per family house) they often need to be collected for wood recycling or used as fuel for heating or waste-to-energy processes. You will need some space for a covered skip or skip bag to store this waste so it can be collected by a local council or recycling service, or simply until it is used up for heating the workshop.
Office area
If you can afford the space it’s worthwhile having somewhere separate from the workshop for office admin and CAD design work. This can also be a front-of-house meeting area for customers
Kitchen and bathroom facilities
Your workshop will need some break facilities (for tea and coffee) and accessible amenities that fully comply with building regulations.
Health & Safety
Workplace health & safety regulations vary from country to country but there are common basic principles to keep everyone safe.
It’s critical that every microfactory team has an industrial first aid kit available and it is regularly stocked up. A full risk assessment should be carried out and additional PPE used as required. The list of recommended PPE gear is not exhaustive but should include eye protection, ear defenders, gloves, protective footwear, hi-vis vests, and face masks (if fitting mineral wool insulation).
Regular maintenance inspections and accident/near-miss reporting should also be carried out. Some CNC machines include protection from injury measures such as covers around the cutting head and pressure sensitive mats that automatically shut off the machine when you get too close.
Handling cutting files
WikiHouse Skylark cutting files are provided individually for each block in a standardised DXF format. When you receive an customer order for a Skylark chassis it may only be a spreadsheet list of blocks and quantities. As a WikiHouse Manufacturer you are responsible for processing and responding to quote requests you may receive or let customers know if you are unable to take on the work.
Your quote should include a breakdown of:
a. The cost of all materials
b. The cost of your labour and machining
c. The cost of delivery of the parts to site
d. Any relevant taxes that have been applied
e. The WikiHouse platform contribution (if you have officially registered)
You may also need to download the latest Skylark CNC cutting files for each block directly from the WikiHouse block library, if these haven't been supplied by the customer. To make your job easier all Skylark geometry has tolerance offsets pre-applied for manufacture. 'Dog-bone' or 'T-bone' pockets have also been added to all internal corners on the Skylark block CNC files to mitigate any filleting caused by router bit.
The DXF CNC files for each Skylark block are provided already nested onto 2440x1220mm sheets at 1:1 scale, with the following colour-coded and named layer structure:
DONOTCUT (white): Information for instruction purposes only
0_SHEET_SPRUCEPLY_2440X1220X18 (red): Plywood material boundary for reference
1_ANYTOOL_1MMDEEP_LABELS (yellow): Single-line text labels in 'Monotxt font'. You can use your CAM software to convert to curves and engrave at 1mm depth.
2_ANYTOOL_1MMDEEP_SCREWMARKS (orange): Occasionally used to mark 'dinks' for nails/screws during assembly.
3_ANYTOOL_CUTTHROUGH_INSIDE (cyan): Internal slots, cut through inside line
4_ANYTOOL_CUTTHROUGH_OUTSIDE (blue): External profile of parts, cut through outside line
5_ANYTOOL_HALF_MILL_9MM_INSIDE (green): Pocket or mill-out area to 9MM depth
Machines and settings
CNC router
WikiHouse components can be machined by any CNC router capable of cutting 1220x2440mm (4x8ft) sheets of plywood or OSB. For prototyping a low-tech hardware kit like a Maslow may be sufficient, and an affordable starting point. For production purposes (generally projects needing more than 50 sheets cut) a higher performance, gantry-based CNC router is necessary.
To operate at a reasonable speed, precision and safety, the following specification is recommended:
- Vacuum bed to secure sheets quickly.
- Use 9.5-12.5mm router bits to cut 18mm plywood in a single pass.
- Automatic tool changer (ATC).
- Single water cooled spindle (ideally 7-9kW).
When it comes to bit-size, cutting speed and number of passes there is no single ‘correct’ combination. The key is finding the right balance between running the CNC too slow, which will burn out cutters, or too fast which may leave splintered edge and risk breaking router bits. By default, the dog-bones/t-bones in WikiHouse Skylark files allow for any cutting bit size up to 12.5mm. Previous manufacturers have used a range of sizes, using 1-2 passes, typically achieving overall production rates of 20 to 40 minutes per sheet. During testing you will be able to find the size and speed that works best and fastest for your machine.
If you are a CNC operator and would be willing to share your optimum settings for manufacturing WikiHouse components, please get in touch using the link at the bottom of this guide.
Dust extractor
These can be industrial models or DIY systems. We suggest a dust collector 5.5kw with 2 dust-bags.
Laptop/PC
A Windows laptop with a good memory capacity and graphics card for running 3D CAD software such as Inventor and Rhino3D.
You will also need CAM software for converting CAD files to G-code and managing machine production. RhinoCAM, Vectric Aspire and V-Carve are common and Fusion360 has an integrated CAM tool.
Hand router
Hand-held machining tool that is useful for trimming tabs on cut parts and separating parts from sheets.
Nail gun
Several battery or air powered brad nail guns and brad nail packs for assembling blocks.
Electric screwdriver
Rechargeable battery electric drill set with screwdriver heads for holding down sheets and any bespoke engineered components that may specify screws.
Pallet jack or Forklift
Either manual pallet truck or forklift if dealing with large volumes.
Laser-cutter (optional)
CNC machines are generally preferred to industrial lasers for WikiHouse manufacturing because they are usually cheaper and don’t scorch the plywood. However a small size laser capable of cutting 3mm plywood is useful as a prototyping tool for making scale models of WikiHouse structures for demonstration purposes.
Materials
Plywood
Manufacturers are responsible for ordering the appropriate specified materials for the production of WikiHouse blocks. At present all WikiHouse products are manufactured using 2440mm x 1220mm x 18mm structural timber. In principle this can be any form of structurally certified panel product that a structural engineer is willing to specify, but usually it will be spruce plywood or structural OSB. Very occasionally WikiHouse products may use some 6mm or 12mm sheets also, these can be treated in the same way.
The single most challenging factor in these materials is the fact that their size and thickness may vary slightly from the stated thickness of 18mm. This may be due to moisture expansion, or simply manufacturing variance. This is not an insurmountable problem, but it requires close attention and assessment by the manufacturing team. This is why tolerances are so important.
Insulation
Rolled or soft-fill insulation is used to fill cassette and beam cavities so if you’re assembling these in the micro-factory you will need a large order. Most batt insulation, such as Supasoft or Rockwool, can be ordered in 100m2 double-pallets, and about 6x this will be enough to cover a typical two-bed WikiHouse (about 280m2).
Production workflow
1 - Check incoming materials
It is the Manufacturers' responsibility to check all incoming materials/ components, particularly timber sheets used in WikiHouse production.
The product suppliers tolerance for 18mm plywood sheet thickness varies between 17.1 and 18.1mm, but you should always check the specific tolerance on the pallet batch with callipers as it arrives. Any sheets that are below 17.4mm thickness should be set aside and used for facing panels or bow-ties only.
Sheets should also be inspected for splitting, warping or water damage that may have occurred in transportation and shipping. Any visibly damaged or substandard material should not be used in WikiHouse components.
2 - Check the moisture content
Manufacturers will need check and record the moisture content of incoming material using a moisture meter.
3 - Files
WikiHouse manufacturing files are issued as a set of 2D profiles, nested onto 2440mm x 1220mm sheets in CAD (.dxf or .dwg) format, with named layers. Generally they will only require one-sided cutting, and will have a relatively low complexity in terms of layers.
In the case of large cutting jobs, this will likely be accompanied by a Bill of Parts (in the form of a live spreadsheet) to help you keep track of quantities and check that no parts are missed. If you are able to keep this updated as you go, it also allows the customer to follow task progress. However, you may have your own internal systems for this.
4 - Convert to g-code
These files will need to be converted into g-code for your machine using your preferred Computer Aided Manufacturing (CAM) software. With Skylark this should take less time than earlier methods, since the layers and toolpaths are already prepared in the DXF file and it comprises fewer unique sheets (so more repeated cutting).
5 - Test
Even if you are not assembling the blocks, you should perform a test assembly of the first of each type of block to check the tolerances before proceeding. You should also test again regularly during cutting – if there is a problem, stop.
6 - Assembly-off-the-machine
If you are assembling the blocks, the best way to do this is as they come off the machine. This works timing-wise too, as most Skylark blocks will take less time to put together than it takes to cut the next sheet, so this task can be performed by the machine operator while the CNC machine is running. This also avoids the need to store and transport individual parts, risking them getting lost or muddled.
7 - Product marking
Once the WikiHouse blocks have been insulated and assembled, each one should be marked with a unique order number and Manufacturer's details. We are currently developing a common system for this that will help ensure traceability and consistency of WikiHouse kits.
8 - Storage
The just-in-time nature of WikiHouse production means that blocks are rarely stored for more than 3-4 weeks before being shipped to site. However it is important that care and attention is paid to the manufactured components. Assembled WikiHouse blocks should be stored in a dry ventilated space away from excessive moisture, sources of heat (such as radiators), and sources of flame (such as open furnaces). Floor and roof blocks can be stacked horizontally raised slightly off workshop floor in case of flooding. Wall blocks under 3m high can be stood vertically to save space. It is the responsibility of the Manufacturer to ensure these are stored safely and secured if needed with no risk of toppling or falling.
9 - Shipping
Once parts are prepared for shipping they should be loaded into a large van (if possible) or a covered lorry for shipping to site. As far as possible, try to avoid the parts getting wet at all times. Although a light sprinkling of rain on the way out should not be a problem provided they are being moved to a dry, ventilated space or vehicle for storage.
Tolerances
The single most challenging factor in the production and assembly of the WikiHouse chassis is managing tolerance. For the purposes of manufacturing, the primary issue are variations in sheet thicknesses, either as a result of manufacturing variance or expansion following exposure to moisture.
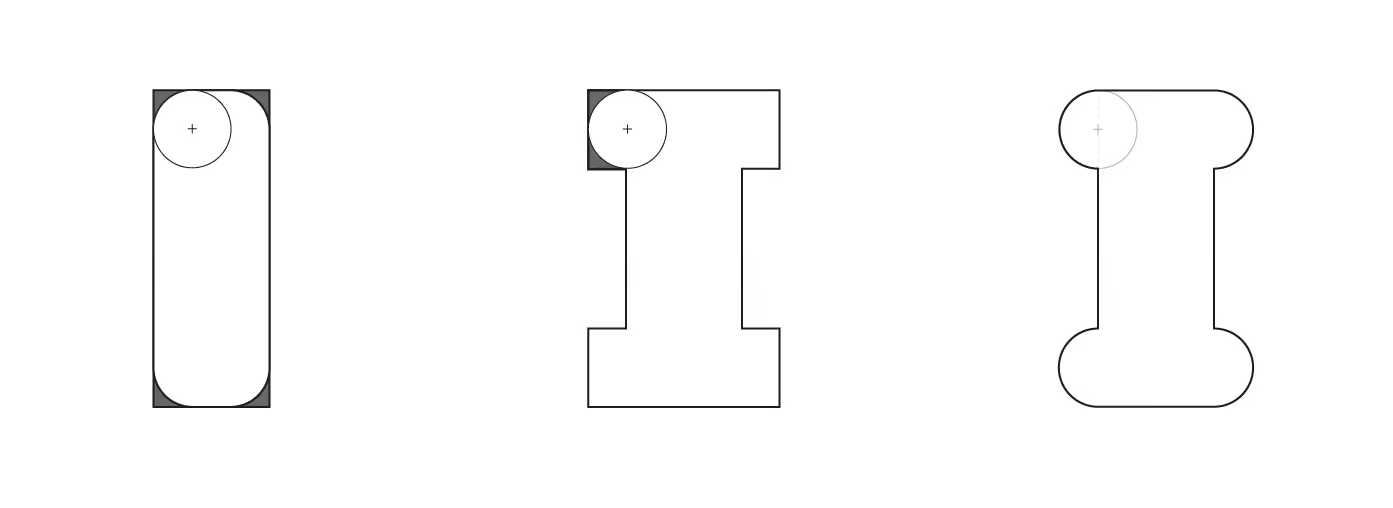
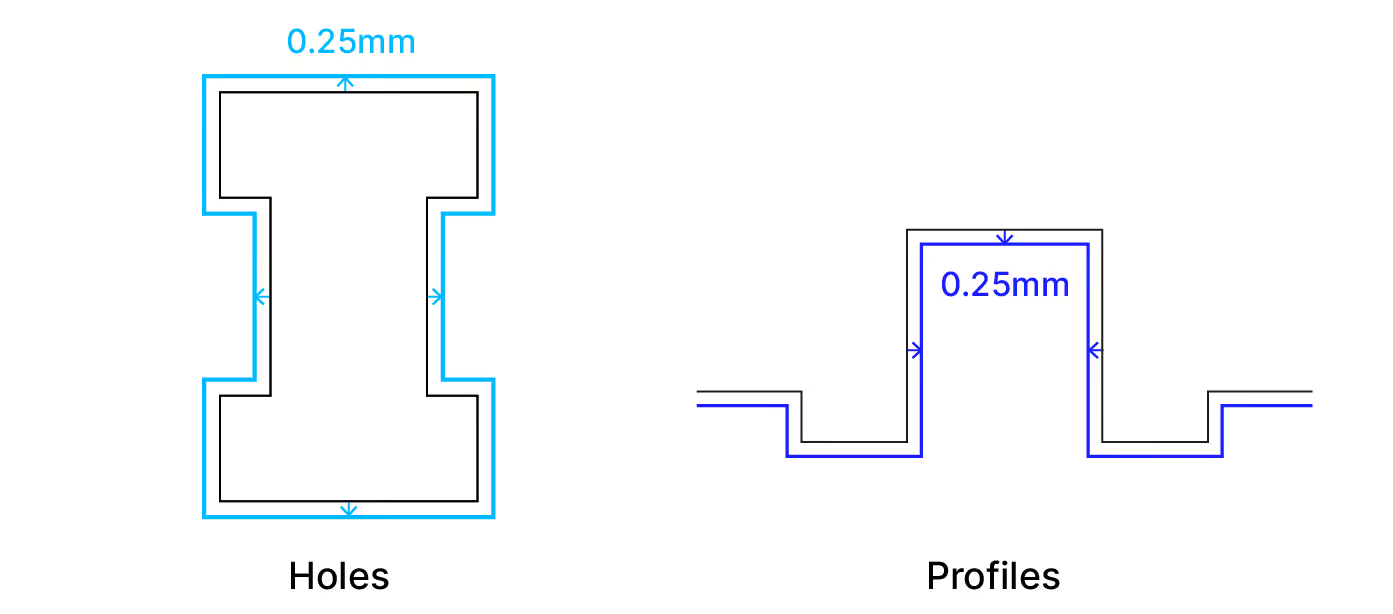
Offsets
All WikiHouse files should contain standard offsets baked in. This creates tolerance to accommodate small variations in sheet material thicknesses. The standard tolerance we use for WikiHouse is a 0.25mm offset on internal slots/holes and a 0.25 inset on outer profiles of parts. This means a slot for a single 18mm thickness of ply will now be 18.5mm. The width of a 600mm wide wall panel will now be 599.5mm.
In some cases, particularly with previous WikiHouse systems, some specific edges, holes or slots may contain ‘crush joints’ (joints that are intended to be malleted together once only, and hold together).
Checking tolerance
If you are not assembling the Skylark blocks straight away, you should test-assemble the first of each type of part. If the tolerances are too loose, or too tight, stop immediately. Either the tolerances will need to be adjusted on the files, or different sheets used in the cutting process. If the former, you should contact the chassis designer before making any changes before proceeding.
Waste
Over time we are seeking to maximise sheet efficiency, however there are, by definition, leftover offcut ‘frames’ of plywood. Obviously, these need to be disposed of in the most sustainable way possible. There are two main options:
Reuse
If there are a significant number of identical offcut frames, they can be fixed together in a stack. Filled with soil, these could form planters, which could be sold in their own right or integrated into the landscaping strategy of the project. This has yet to be tried – but if you do so, please do share instructions with us.
Recycling
Offcut timber can be collected and reprocessed as a new timber panel products. Several companies provide a timber recycling service around the UK, for example Egger Timberpak (www.egger.com/shop/en_GB/timberpak).
As a last resort, leftover timber offcuts can be used as replacement wood fuel or chippings.
Help improve this guide
If spot any problems with this guide, or you have an idea for how to improve it, please let us know.
.svg)

